大連伟德会员注册——管材擠出工藝
設備:擠出機、機頭、定型裝置、冷卻槽、牽引設備和切割設備
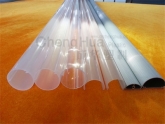
1、成型
由擠出模具實現。熔體(ti) 經過濾網和過濾板,分流區、壓縮區、成型區而成為(wei) 管狀物。
2、管材擠出工藝條件控製
溫度:料筒、機頭和口模溫度,是影響塑化和製品質量的主要因素。擠出管材溫度一般較低,粘度高,有利於(yu) 定型。
擠出速率:影響產(chan) 量和質量,其值決(jue) 定於(yu) 螺杆轉速
牽引速度:影響管材壁厚和直徑的的精確性,要與(yu) 擠出速度相適應。
壓縮空氣壓力:內(nei) 壓法壓力0.02~0.05MPa
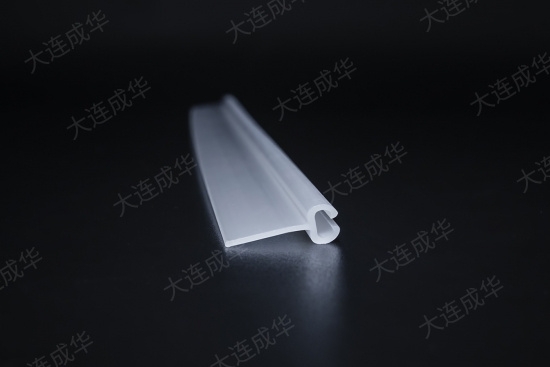
3、定型
方法:內(nei) 徑定徑與(yu) 外徑定徑(內(nei) 壓法與(yu) 真空法)