大連伟德会员注册是對放在模具型腔內(nei) 的金屬坯料施加強大的壓力,迫使金屬坯料產(chan) 生定向塑性變形,從(cong) 擠壓模具的模孔中擠出,從(cong) 而獲得所需斷麵形狀、尺寸並具有一定力學性能的零件或半成品的塑性方法。與(yu) 衝(chong) 壓和冷鐓工藝相比,擠壓成型工藝適合銅鋁和低碳鋼等易形變且形狀簡單但變形量較大的工件。
下麵簡單介紹下擠壓成型工藝的特點有哪些:正擠壓:擠壓過程中金屬流動方向與(yu) 凸模運動方向相同。反擠壓:擠壓過程中金屬流動方向與(yu) 凸模運動方向相反。複合擠壓:坯料一部分金屬流動方向與(yu) 凸模運動方向相同,另一部分金屬流動方向與(yu) 凸模運動方向相反。徑向擠壓:擠壓過程中金屬流動方向與(yu) 凸模運動方向成垂直角度。
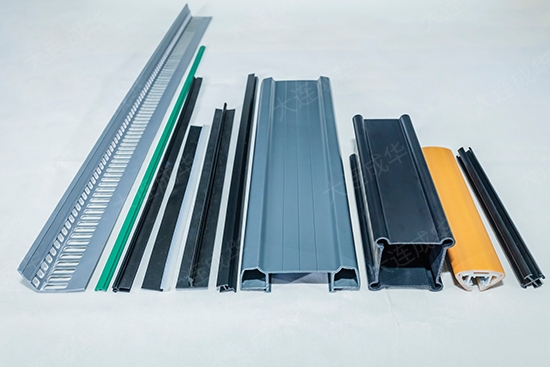
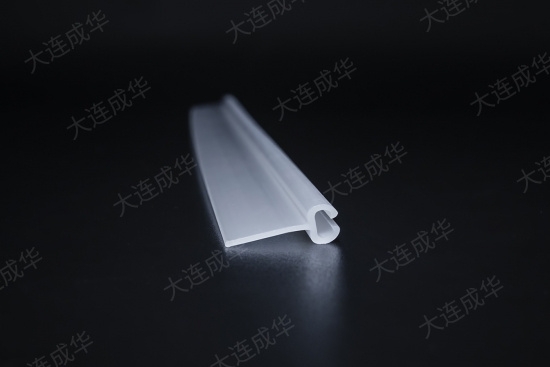
擠壓成型的工藝特點被擠壓金屬在變形區能獲得比軋製鍛造更為(wei) 強烈和均勻的三向壓縮應力狀態,這就可以充分發揮被加工金屬本身的塑性。擠壓成型不但可以生產(chan) 截麵形狀簡單的棒、管、型、線型工件,還可以生產(chan) 截麵形狀複雜的型材和管材。