大連伟德会员注册過程也有許多差異,但基本過程大致相同,比較常見的是以固體(ti) 狀態加料擠出製品的過程。這一擠出成形過程是:將顆粒狀或粉狀的固體(ti) 物料加入到擠出機的料鬥中,擠出機的料筒外麵有加熱器,在非橡膠擠出機加工中利用液壓機壓力於(yu) 模具本身的擠出稱壓出。
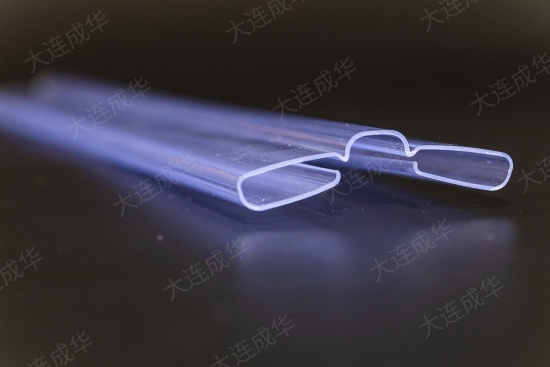
是指物料通過擠出機料筒和螺杆間的作用,邊受熱塑化,邊被螺杆向前推送,連續通過機頭而製成各種截麵製品或半製品的一種加工方法。對熔體(ti) 強度要求不高。伟德会员注册雖然也存在口模的幾何限製,但是出口模後沒有完全固化,在這種自由狀態下有時由於(yu) 低的熔體(ti) 強度而不能很好成型。
擠出的出口膨脹很討厭。所以,注塑與(yu) 擠出材料的粘彈性控製也會(hui) 有所不同。螺杆轉速變化等原因使擠出物料溫度在徑向和軸向都存在波動,從(cong) 而影響製品質量,製品各點強度不一樣,產(chan) 生殘餘(yu) 應力,表麵灰暗無光澤。為(wei) 保證製品質量,溫度應穩定。
影響擠出速率因素:機頭阻力、螺杆與(yu) 料筒結構、螺杆轉速、加熱、冷卻係統、塑料特性。但當產(chan) 品已定,擠出速率僅(jin) 與(yu) 螺杆轉速有關(guan) 。擠出速率也存在波動,影響製品幾何形狀和尺寸。擠出的塑料常需冷卻定型。
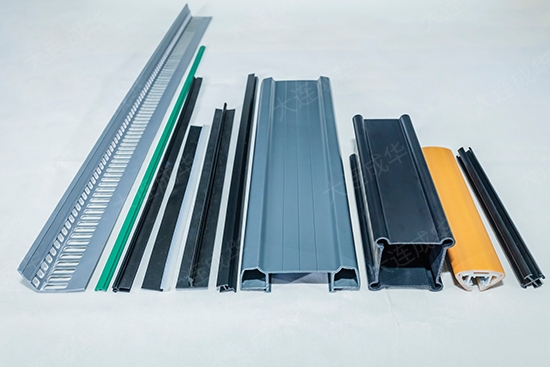
使其固化,而擠出橡膠的半成品,則尚需進一步硫化。采用不同的擠出設備和工藝,可得到不同的製品。者條料離口模後,一邊用空氣或水冷卻,一邊立即用旋轉刀切斷。後者是將條料全部冷卻後,再送入切粒機切粒。