大連伟德会员注册通過熱傳(chuan) 導將加熱器產(chan) 生的熱量傳(chuan) 給料筒內(nei) 的物料,溫度上升,達到熔融溫度。機器運轉,料筒內(nei) 的螺杆轉動,將物料向前輸送,物料在運動過程中與(yu) 料筒、螺杆以及物料與(yu) 物料之間相互摩擦、剪切,產(chan) 生大量的熱,與(yu) 熱傳(chuan) 導共同作用使加科的物料不斷熔融,熔融的物料被連續、穩定地輸送到具有一定形狀的機頭(或口模) 中。
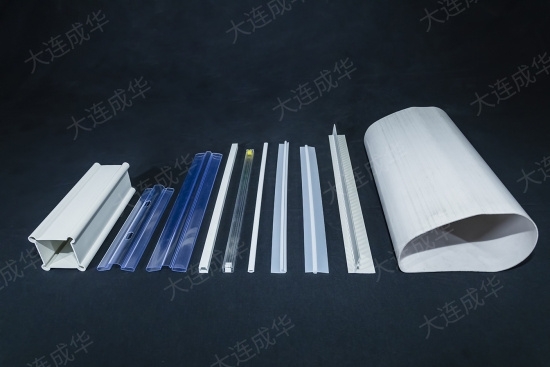
選定擠出機、機頭和口模,以及定型和牽引等相應的輔助裝置,然後確定擠出工藝條件如螺杆轉速、機頭壓力、物料溫度,以及定型溫度、牽引速度等。在擠出過程中,物料一般都要經過塑煉,但定型方法則有所不同。長度比寬度大很多的扁平製品稱片材;厚度小於(yu) 0.25mm者稱薄膜。
如將扁平口模出來的膜狀物,通過一表麵十分光潔的冷卻轉鼓冷卻定型,即可製得平膜,此法也稱擠出流延法。這是製造聚丙烯薄膜常用方法。如果將所得平膜送入拉幅機,在縱向及橫向同時拉伸 4~10倍(也可先縱向拉伸,再橫向拉伸),則可製得雙軸定向薄膜。
磚坯外壁一邊厚,一邊薄。主要原因是機口、芯具、泥缸和螺旋鉸刀不在同一個(ge) 中心上,應進行校正。二是泥條呈之字形前進,凹下的地方有時被拉壞。主要原因是磚機的擠機螺旋鉸刀的主葉和副葉的頂端不齊,或者是副葉磨損嚴(yan) 重。
應對螺旋鉸刀的主葉和副葉進行修理或更換。主要是中間的泥料擠機速度快。一是可以把芯具的中間芯頭加長,或在中間芯頭後麵的芯杆上套一段阻泥管以減小中部的進泥量;二是加大機口進料端四角的弧度,以擴大四周的進泥量。