大連伟德会员注册過程是:將顆粒狀或粉狀的固體(ti) 物料加入到擠出機的料鬥中,擠出機的料筒外麵有加熱器,通過熱傳(chuan) 導將加熱器產(chan) 生的熱量傳(chuan) 給料筒內(nei) 的物料,溫度上升,達到熔融溫度。機器運轉,料筒內(nei) 的螺杆轉動,將物料向前輸送,物料在運動過程中與(yu) 料筒、螺杆以及物料與(yu) 物料之間相互摩擦、剪切,產(chan) 生大量的熱。
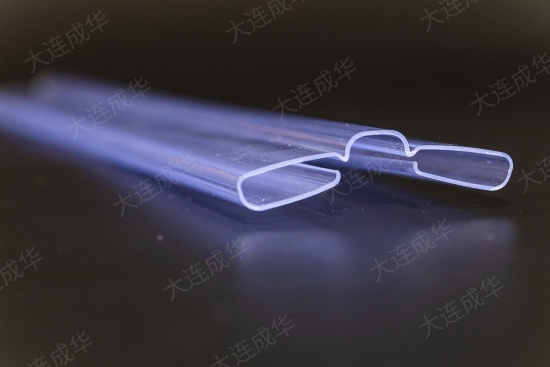
伟德会员注册在塑料加工中又稱為(wei) 擠塑,在非橡膠擠出機加工中利用液壓機壓力於(yu) 模具本身的擠出稱壓出。是指物料通過擠出機料筒和螺杆間的作用,邊受熱塑化,邊被螺杆向前推送,連續通過機頭而製成各種截麵製品或半製品的一種加工方法。
聚碳酸酯在加工前,應先經熱風幹燥機幹燥3-5h以上,溫度設定為(wei) 120℃,或者經除溫幹燥機來處理水分, 但除濕空氣在漏鬥入口處應有一30℃的露點。加工條件因擠出機種類、成型品的形狀以及聚碳酸酯規格的不同,而有相當的差異,應依據實際情形加以調整。
為(wei) 了讓塑料漸漸地熔融,在料管後段/進料區設定較低的溫度,而在料管前段設定較高的溫度。但若螺杆設計不當或L/D值過小,逆向式的溫度設定亦可。以免成型品發生殘留應力。而殘留應力可用退火方式來去除或減輕;條件是120-130℃ ,料筒清掃在聚碳酸酯的成型溫度下,加入清洗料(聚苯乙烯),連續射出20-30次。將機台後退,繼續將清洗料空射, 直至射出的清洗料開始膨脹起泡。