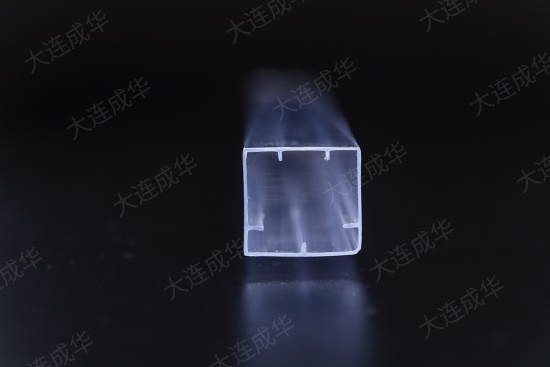
大連伟德会员注册過程也有許多差異,比較常見的是以固體(ti) 狀態加料擠出製品的過程。這一擠出成形過程是:將顆粒狀或粉狀的固體(ti) 物料加入到擠出機的料鬥中,擠出機的料筒自外麵有加熱器,通過熱傳(chuan) 導將加熱器產(chan) 生的熱量傳(chuan) 給料筒內(nei) 的物料,溫度上升,達到熔融溫度。
機器運轉,料筒內(nei) 的螺杆轉動,將物料向前輸送,穩定地輸送到具有一定形狀的機頭(或口模) 中。通過口模後,處於(yu) 流動狀態的物料取近似口型的形狀, 再進入冷卻定型裝置, 使物料一麵固化,一麵保持既度定的形狀,在牽引裝置的作用下,使製品連續地前進,並獲得的製品尺寸。
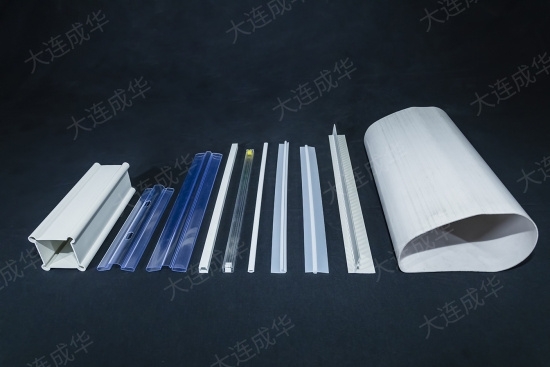
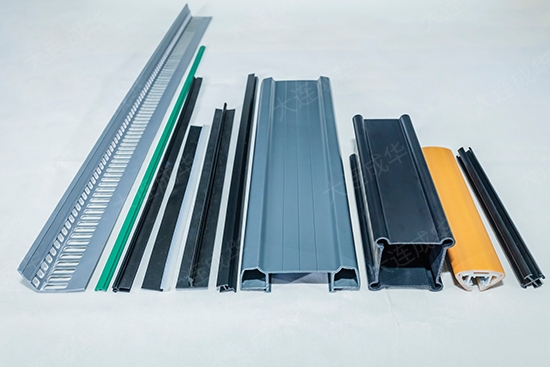
溫度過高,薄膜發脆,抗拉強度回下降;過高,抗拉強度低、表麵光澤差、透明度下降、有熔接痕。迫使金屬坯料產(chan) 生定向塑性變形,從(cong) 擠壓模具的模孔中擠出,從(cong) 而獲得所需斷麵形狀、尺寸並具有一定力學性能的零件或半成品的塑性方法。
與(yu) 衝(chong) 壓和冷鐓工藝相比,擠壓成型工藝適合銅鋁和低碳鋼等易形變且形狀簡單但變形量較大的工件。擠壓成型靈活性大,隻需要更換模具等擠壓工具,即可在一台設備上生產(chan) 形狀規格和品種不同的製品,更換擠壓模具的操作簡便快捷、省時、高效。