熱固性塑料的中空成型工藝過程介紹。
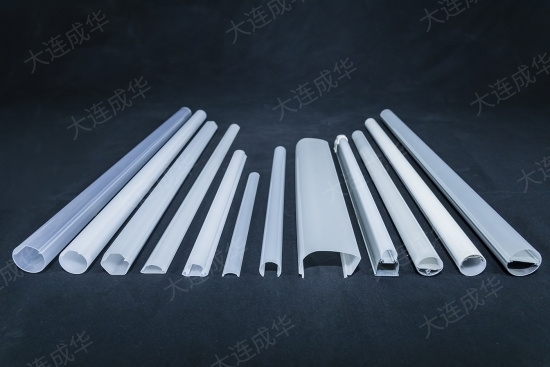
目前,利用中空吹塑成型技術可生產(chan) 各種內(nei) 大口小的中空容器,如瓶、桶、罐等,但這一方法僅(jin) 適用於(yu) 熱塑性塑料。對於(yu) 熱固性塑料而言,由於(yu) 其在一定溫度下熔融後很快變成固體(ti) ,因此難於(yu) 用氣壓吹脹法使其成型。 傳(chuan) 統的中空吹塑成型技術隻能適用於(yu) 熱塑性塑料,現在,利用熔芯中空成型技術便可以將熱固性塑料製成性能優(you) 良的中空製品。
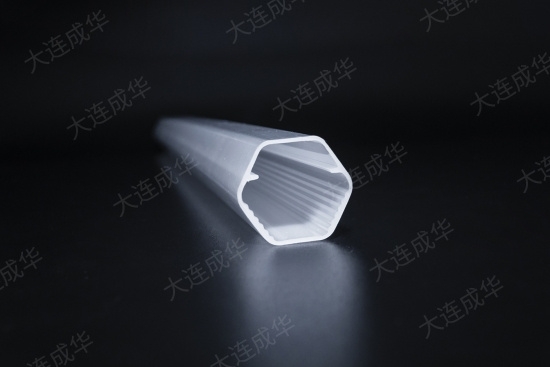
實際上,如果能夠用熱固性塑料製成像熱塑性塑料那樣的中空製品,則製品具有更高的強度和硬度、更好的氣密性和表麵光澤性,從(cong) 而達到更理想的使用效果。目前,一種可用於(yu) 熱固性塑料的熔芯中空成型方法已被開發出來。
加工原理和加工工藝
熔芯中空成型是利用熱固性塑料與(yu) 型芯材料在同一溫度下的狀態變化不同而進行的。在一定溫度範圍內(nei) ,熱固性塑料先呈熔融流動狀態,然後再發生化學反應而變成不溶、不熔的固體(ti) 。而作為(wei) 型芯的金屬材料在該溫度下則熔化成可流動的熔融物。根據這一原理,可用低熔點合金材料製成與(yu) 中空容器內(nei) 部形狀完全相同的可熔型芯,並將其放入陰模中,合模後注入熱固性塑料,然後升溫固化。在塑件固化過程中,型芯被熔化並排出模外,開模即可取出製品。
壓製成型工藝
熔芯中空成型法按照原料的塑化方式不同可采用注射成型、伟德会员注册、壓製成型或反應注射成型。在此介紹的是壓製成型工藝,工藝過程。
將事先準備好的可熔型芯裝入陰模中,型芯固定好後預熱模具。當模具溫度達到要求後,加料並加壓,升溫充模。待熔料充滿型腔後,再將溫度升高到塑料固化的溫度,以使塑件硬化,同時使可熔型芯熔化。熔化後的型芯通過專(zhuan) 設的通道被灌入鑄模中,重新製成新的可熔型芯。待模具中的塑件冷卻後即可開模取出塑件。