你對中空成型工藝足夠了解嗎
大連中空成型所加工的原料一般是HMWPE,所配置的擠出機若采用常規設計,則其塑化效率明顯不足。例如,使用國產(chan) 的f150/25擠出機來加工HMWPE粉料,其塑化能力僅(jin) 為(wei) 250kg/h。因此,大型中空機應采用帶強迫喂料結構和強製冷卻段結構的單螺杆擠出機,即具有IKV結構的擠出機。這種擠出機在相同長徑比條件下,其塑化量較常規設計可進步50%以上,且擠出量穩定,再加之公道的屏障段和混煉段設計,還能獲得很高的塑化質量。近年來,大型中空機的合模裝置逐步趨向於(yu) 采用兩(liang) 板銷鎖式機構。該裝置的移模運動是由油缸或伺服電機通過滾珠絲(si) 杠來實現的。由於(yu) 采用了滾柱直線導軌,使其具有剛性高、運動精度高及運動輕快的優(you) 點。
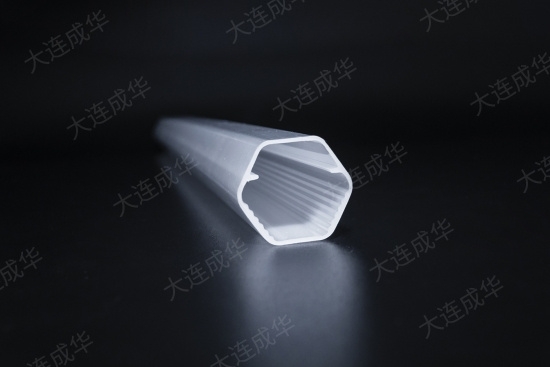
中空製品吹塑成型模具:把擠出或注塑出來的尚處於(yu) 塑化狀態的管狀坯料,趁熱放入模具成型腔內(nei) ,立即在坯料中心通入壓縮空氣,使管坯膨脹並緊貼在模具型腔壁上,冷卻硬化後就成了中空製品。這種成型方法所用的模具就是中空製品吹塑成型模具。多層共擠出機頭的流變設計是設計中的關(guan) 鍵,要能達到機頭不依賴於(yu) 生產(chan) 率和原料分布有關(guan) 的原料粘度,在低擠出量下具有良好的自清潔功能和高擠出量下的最小剪切熱,每一層中具有良好的圓周分布,層組合原料分布均勻,能加工範圍較寬的塑料原料、不同擠出量以及不同擠出量比。