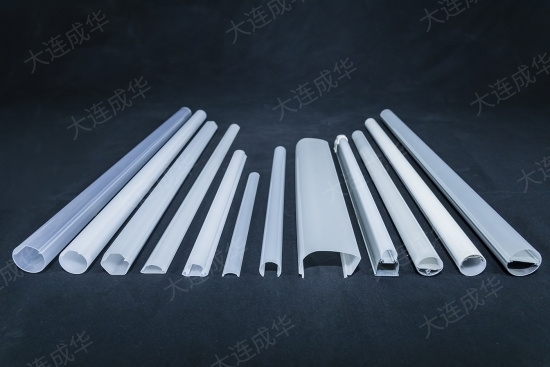
利用聚合物推遲高彈形變的鬆馳時間的溫度依賴性,在聚合物玻璃化溫度以上的Tf附近,使聚合物半成品(管,中空異型材等)快速變形,然後保持形變,在較短時間內(nei) 冷卻到玻璃化溫度或結晶溫度以下。
使成型物的形變被凍結下來,這就是成型的粘彈性原理.聚合物由於(yu) 其長鏈結構及分子鏈的柔順性.一般情況下,將聚合物置於(yu) 一定溫度下,從(cong) 受外力作用開始,大分子的形複經曆一係列中間狀態過渡到與(yu) 外力相適應的平衡狀態是一個(ge) 鬆馳過程,其形變隨時間的變化為(wei) :在聚合物的玻璃化溫度以上,普彈形變在總形變中所占比例很小,可忽略.於(yu) 是,其中,t* 為(wei) 鬆馳時間,隨溫度升高而減小.
η為(wei) 粘度,隨溫度升高而降低.)γ2∞=δ/E2 為(wei) t→∞時的高彈形變,γη=δ/η 為(wei) t=1時粘性形變,即 單位時間的粘性形變。由於(yu) 在高彈態或粘流溫度附近,聚合物的鬆弛時間t*很短,若成型中的形變時間t1>>t* ,則由(3)式可得,當外力作用時間t=t1時。
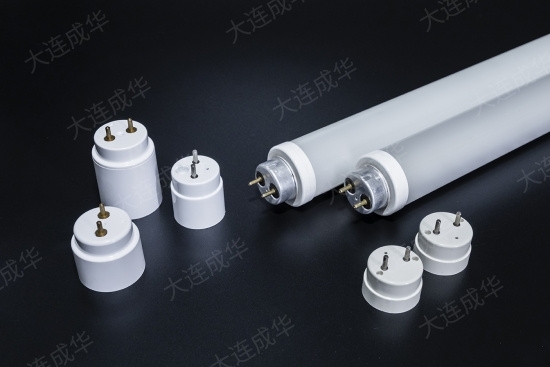
大連中空成型釋放外力後,高彈形變回複注射型坯一經成型,還在塑性狀態模具開啟;進入成型的第二階段,即把芯軸連同型坯迅速送到吹塑模具中,打開壓縮空氣閥門,經芯軸吹入壓縮空氣,使還處於(yu) 熔融狀態的型坯吹脹至模腔的形狀,在模具內(nei) 冷卻後打開模具,取出製品.的擠出速度能夠提高產(chan) 量,減少型坯下垂,但轉速過快易產(chan) 生不穩定流動,螺杆轉速應視具體(ti) 物料而定.