大連中空成型的聚合物由於(yu) 其長鏈結構及分子鏈的柔順性.一般情況下,將聚合物置於(yu) 一定溫度下,從(cong) 受外力作用開始,大分子的形複經曆一係列中間狀態過渡到與(yu) 外力相適應的平衡狀態是一個(ge) 鬆馳過程,其形變隨時間的變化。由於(yu) 在高彈態或粘流溫度附近,聚合物的鬆弛時間t*很短,若成型中的形變時間t1>>t* 。
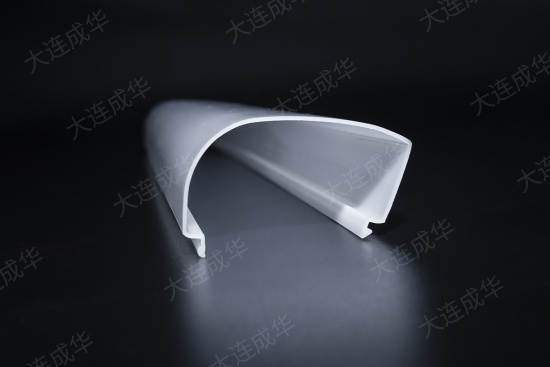
則由(3)式可得,當外力作用時間t=t1。把上下模安裝在壓力機的上下模板之間,將塑料原料直接加入型腔內(nei) ,將模具閉合,塑料在受熱受壓下充滿型腔,固化定型後得到塑料製件。成型中空塑料製品質量好,外形尺寸精確,無拚接縫,壁厚均勻,可多模成型生產(chan) ,自動化程度高。
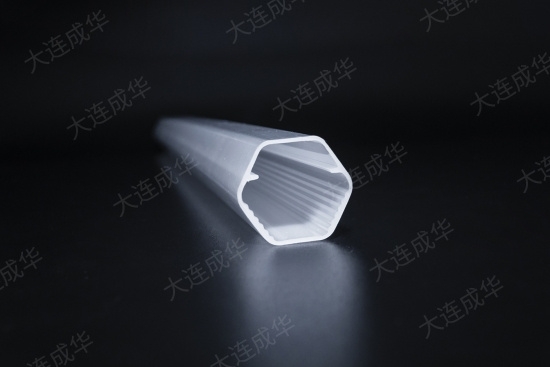
非常適合小型容器的大批量高效率生產(chan) 。不足之後設備和成型模具投資較大,操作生產(chan) 時需用技術熟練的操作工。板材厚度與(yu) 模唇和三輥間距有關(guan) 。擠出模具模體(ti) 溫度控製,目的是為(wei) 防止熔體(ti) 在模體(ti) 內(nei) 降溫,一般設定在185℃左右,大部分產(chan) 品的生產(chan) 過程中,溫度設置在這區間都沒問題,個(ge) 別產(chan) 品(波紋管)比這要高、達到190℃。
各零件的加工精度和配合精度對狹縫的均勻性具有顯著的影響。擠出機出料有波動或不均勻也會(hui) 造成模頭出料的不均勻。而擠出機出料波動或不均勻主要是螺杆和機筒間隙不均、擠出背壓過大或擠出機加熱不均等原因造成。